站")
|
產(chǎn)品搜索
產(chǎn)品分類
|
如何正確選擇鎢鋼刀片涂層,提高壽命?如何正確選擇鎢鋼刀片硬質(zhì)合金刀片涂層,提高壽命? 二維碼
17
作者:深圳歐野數(shù)控網(wǎng)址:http://www.801821.com/ 如何正確選擇鎢鋼刀片涂層,提高壽命?
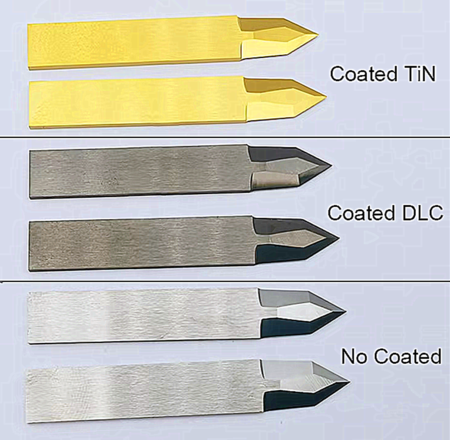
Zund、Esko、Iecho、Atom、Gerber MCT、Lectra MFC、Humantec、Kuris、Blackman&White、Aristo涂層刀片選擇合適的鎢鋼刀片涂層以提高其使用壽命,需結(jié)合具體加工材料、加工條件和刀具性能要求。 以下是正確選擇鎢鋼刀片涂層及提升壽命的關(guān)鍵要點(diǎn): 常見鎢鋼刀片涂層類型及特點(diǎn) 氮化鈦涂層(TiN) 通用型PVD涂層,能顯著提高刀具硬度和耐氧化溫度(約900℃),適用于高速鋼切削刀具,具有較好的綜合性能[1][2]。 氮碳化鈦涂層(TiCN) 在TiN基礎(chǔ)上加入碳元素,進(jìn)一步提升硬度和潤(rùn)滑性,適合高速鋼刀具,能減少摩擦,延長(zhǎng)刀具壽命。 氮鋁鈦和氮鈦鋁涂層(TiAlN/AlTiN) 形成氧化鋁層,提高高溫加工時(shí)的耐磨性和壽命,適合干式或半干式切削。氮鈦鋁涂層硬度高于氮鋁鈦,是高速加工的優(yōu)選。 氮化鉻涂層(CrN) 具有良好的抗粘結(jié)性,適合易產(chǎn)生積屑瘤的加工環(huán)境,改善高速鋼和硬質(zhì)合金刀具性能。 金剛石涂層(Diamond) 適用于非鐵金屬材料如石墨、高磨蝕材料等,硬度極高,但不適合加工鋼件,否則會(huì)因化學(xué)反應(yīng)損壞涂層[1]。 氧化涂層(Homo) 通過(guò)氧化處理生成多孔性氧化膜,能保持切削油,減少摩擦熱,對(duì)難切削材料和高抗拉力鋼效果顯著。 納米涂層 采用納米技術(shù)制備的超薄耐磨涂層,硬度高(91-94HRC),耐高溫(可達(dá)950-1200℃),極大提升刀具壽命和加工效率。 如何正確選擇涂層以提高刀片壽命 根據(jù)加工材料選涂層 不同材料適合不同涂層,如高溫合金和不銹鋼適合TiAlN/AlTiN,非鐵金屬適合金剛石涂層,易粘結(jié)材料適合CrN涂層]。 考慮加工條件 高速、高溫加工推薦高溫穩(wěn)定性強(qiáng)的TiAlN/AlTiN或納米涂層;干式加工優(yōu)選含氧化鋁層的涂層;濕式加工可選潤(rùn)滑性好的TiCN。 刀具幾何角度與切削參數(shù)配合 合理調(diào)整刀具幾何角度和切削用量,減少切削力和熱量,有助于延長(zhǎng)涂層刀具壽命。 選擇合適的涂層工藝 PVD涂層硬度高、附著力好,適合精密加工;CVD涂層厚度較大,耐磨性強(qiáng),適合重負(fù)荷加工;復(fù)合涂層結(jié)合兩者優(yōu)點(diǎn),提升綜合性能。 涂層刀具使用壽命提升效果 涂層刀具相比未涂層刀具,壽命可提高35倍,切削速度提升20%70%,加工精度提高0.51級(jí),刀具消耗費(fèi)用降低20%-50%。 常見涂層類型及應(yīng)用
綜上,正確選擇鎢鋼刀片涂層應(yīng)基于加工材料和工況,優(yōu)先考慮高溫穩(wěn)定性和耐磨性的TiAlN/AlTiN及納米涂層,配合合理的切削參數(shù)和刀具設(shè)計(jì),能顯著提高刀具壽命和加工效率。 對(duì)于適用于Zund、Esko、Iecho、Atom、Gerber MCT、Lectra MFC、Humantec、Kuris、Blackman & White 和 Aristo 切割系統(tǒng)的長(zhǎng)壽命涂層刀具,采用 DLC 等先進(jìn)涂層、定制刀片角度和精確兼容性的硬質(zhì)合金刀片是行業(yè)標(biāo)準(zhǔn)。深圳歐野數(shù)控科技等供應(yīng)商為這些高性能刀具提供定制選項(xiàng),以滿足多樣化的切割需求。 |